









酒蔵見学③ ~栃木県・外池酒造店~

2023年3月22日(水)、栃木県芳賀郡益子町にある外池酒造店を見学させて頂きました。
蔵に到着してまずは外池酒造店の半纏に着替え、記念撮影。
写真中央で樽を被っていらっしゃるのが、外池酒造店・三代目代表の外池茂樹(とのいけしげき)社長。
外池社長が温かく迎えて下さり、緊張も解け楽しく和やかなムードに。
到着早々、社長のパワーに圧倒されました!!

それでは早速、蔵の見学へ。
ここから酒造りに携わる蔵元の外池秀輔(とのいけしゅうすけ)さんにバトンタッチ頂き、外池酒造店の概要や蔵の設備についてご説明頂きました。

外池酒造店の始まりは1829年(文政12年)に栃木県宇都宮市で始まった、造り酒屋の外池荘五郎商店。
五男として1904年(明治37年)に生まれた外池逸五郎が、その後1937年(昭和12年)に益子の地に分家という形で「外池酒造店」を創業し、現在に至ります。
当初は「八千代鶴」という銘柄を造っていましたが、その後、現在も取り扱っている「燦爛」に変わりました。
日本酒以外にも米を原料とした焼酎、リキュール、どぶろくなど様々なお酒を製造販売しており、人気ブランド「望bo:」の製造は2012年に開始したそうです。
日本酒の海外輸出も行っており、漢字の燦爛は「光り輝く」という意味を持ち中華圏の方々にも馴染みがあるそうで、またローマ字の「SANRAN」という名前も発音がしやすいことから英語圏の方々にも覚えてもらいやすいそうです。
聞いたところ、先代の二代目の時代から全米のコンテスト等にお酒を出品していたらしく、海外に目を向けているところや様々な鑑評会に出品する意欲的な姿勢は今でも強く受け継がれており、これが理由で輝かしい受賞歴に繋がっているのだなとしみじみ感じました!

秀輔さんからお酒造りの概要についてご解説頂きました。
お酒造りのこだわりについて、多くの酒蔵は酒母(酛)を速醸酛や生酛に特化して作っていますが、外池酒造店では様々な酒母造りに挑戦することでスキルを上げているとのことでした。
(どのような酒母造りを行っているかは、ブログの後半をご参照ください。)
イメージした酒質を造り上げることに関して、米が毎年違う仕上がりになるため、その仕上がりをカバーできるように造り上げるのが一番難しいとのことでした。
例えば醪造りにおいては、一日に酵母がどの程度の糖分を生産してくれるかなどを表す計算式があり、
目指す酒質、甘みをどの程度残すか、辛口に仕上げるかなどを経験的にコントロールすることが可能だそうなので、日々、醪の健康状態を観察することで、目指す味わいに近づけていくそうです。
米の質、精米歩合、洗米時間、浸漬時間、蒸米、製麹(菌の種類や、米麹の質)、酵母の種類など、日本酒の製造は、仕上がりに影響を与える要素がとにかく多いので、目指す酒質を造るには経験でカバーしなければならない部分が多いとのこと。
特に米の質は毎年変わるため、「毎年一年生」の気持ちで臨まなければならないそうです。

こちらはお米の種類と精米歩合の違いのサンプル。
精米していない玄米と精米後のお米の違いは一目瞭然。
精米後のお米は透明感のある綺麗な白色をしています。
精米歩合38%の山田錦でも心白以外の部分は残っており、聞いてみたところ心白だけが残った状態まで削るには、心白が常にお米の中心に位置しているわけではないなどの理由もあり、10%近くまで精米する必要があるそうです。
イメージでは大吟醸に定義される50%以下の精米歩合で既に心白だけが残った状態になるものだと思っていたのですが、まだまだなのですね!
高精白のお米で醸す理由がやっとわかりました!

ここからはお酒を造っている蔵内部の見学へ。
実際の製造設備をご紹介頂き、洗米から蒸米、米麹造りの工程についてご説明頂きました。

完成した米麹。
お酒の造りを左右する大事なものを近くで見せて頂けました!
こちらは滋賀県産の酒造好適米「玉栄(たまさかえ)」を60%まで磨いたものだそうで、秋あがりのお酒として完成するそうです。
当たり前ですが、秋ごろに出荷するものを今から造り始めるなんて、本当に時間と手間の掛かる芸術作品ですよね。
美味しいお酒を通年で届けてくださることに本当に感謝しております。
いつもありがとうございます!

ここで稀代の天才杜氏と呼ばれる小野誠(おのまこと)さんにバトンタッチ!
お酒造りのこだわりについてご解説頂きました。
望bo:ブランドの特徴は、何と言っても多種多様のお酒があり、
「望bo:ってこんなお酒だよね」
と一言では表現できないところが大きな特徴です。
望bo:は純米でガス感のあるフレッシュなもの(燦爛はアルコール添加あり)、などの大まかな決まりはあるものの、その他は酒質設計(お酒造りの方向性を決めること)を行う小野さんのイメージを蔵人全員に共有して、お酒造りを進めるそうです。
小野さんは自身は、
「膨らみと透明感があり、旨味をしっかり感じるお酒が好き」
とのことです。
膨らみとは、「辛口だけど、甘みも感じる」などのコントラストのある味わい、透明感は「後味がスッと消えていく味わい」のことと捉えていて、基本的には食事に合わせられることを重要視しているそうです。
食事に合わせる際にポイントとなるのが、酸味や甘みです。
例えば、
① 日本酒度が-4、酸度が2.0のお酒
② 日本酒度が+1、酸度が1.0のお酒
比較すると大抵の人は①の方が辛口に感じるらしく、酸味は味覚に大きく影響するとのことです。
小野さん自身も酸味にはこだわりをお持ちで、酸味を出す手法を取り入れてお酒造りを行っております。
(具体的な造りの手法に関しては、後半の酒母造りの説明をご覧ください。)
また甘みに関して、日本酒度は比重を表したものに過ぎないとのことで、甘みを測る指標としてはグルコース分析を重要視しているとのことでした。
日本酒度はしっかり発酵が上手く進んでいるかどうかの指標として、測定するそうです。
ここまでのこだわりを持ちつつも、基本的には先入観なくお酒を楽しんで頂きたいそうなので、ラベルには日本酒度や酸度などの数値を記載しないなどのこだわりも持っているそうです。

ここは酒母室。
小野さんから緻密なお酒造りの手法についてお話し頂きました!
-
酒母造りについて
酒母に求められる役割は乳酸による酸度を維持し、雑菌に強いお酒を造ること。
乳酸を取り入れる手法は大きく分けて二つ。
一つが予め用意した乳酸を酒母に投入する速醸酛と呼ばれる手法。
もしくは空気中に存在する乳酸菌が入り込み、乳酸が自然と生成されるのを待つ、山廃もしくは生酛と呼ばれる手法。
酒母の作り方はさらに細かく分類され、外池酒造店ではスキルアップも兼ねて、以下五つの手法にて酒母造りを行っています。
① 生酛
通常の生酛造り。
② 普通速醸
仕込み時は18℃、その後10℃以下まで落として、10日間掛けて徐々に発酵。12日間ほどで完成。
③ 中温速醸
最初から23~24℃で6~7日間発酵させることで、強い酵母が出来上がり、完成。
④ 高温糖化山廃
蒸米を使わず全量麹米を使用。
これにより麹の酵素によって自動的にお米が溶けるため、
山卸を行っていないけれども山卸廃止酛(山廃)と呼ばれるそうです。
60℃ほどで5時間キープするため、麹に付着していた雑菌が低温殺菌されるため鮮度維持がしやすくなるという特徴があります。
30℃まで落ちたところで乳酸菌を少量添加し、翌日まで保持すると酸度0だったものが3~4まで上昇し、栄養価の高い米汁となり、その状態で酵母を投入。
以降は中温速醸と同じ23~24℃をキープすると強い酵母が出来上がり、全体を通して9日ほどで完成するそうです。
通常の山廃仕込みの場合は完成までに一か月ほど掛かるそうなので、三分の一ほどの期間での完成が可能になります。
(ちなみに乳酸を投入すると速醸となりますが、乳酸菌を投入すると生酛もしくは山廃となります。)
⑤ 一夜酛(いちやもと)
呼び名はいくつもあるそうですが、外池酒造店ではこのような呼称をしているそうです。
小型の寸胴にお湯、麹を10 kgほど、酵母と乳酸を入れ、お湯を沸かせて一夜で一気に発酵させて造る手法。
主にどぶろく造りに使用している手法だそうです。
お酒のラベルを眺めると生酛や山廃などの記載はありますが、実際にはここまで細かく分かれているのですね!
お酒を飲んでいるだけではわからない、初めて聞く情報が多くて大変勉強になりました!
-
酵母のブレンド
近年では複数種の酵母を使用してお酒を造る手法も増えてきており、
より複雑な味わいのお酒造りが進んでいます。
外池酒造店の望bo:ブランドにおいては「純米大吟醸 雄町(無濾過生原酒および無濾過瓶燗火入れ)」を除き、その他全てのお酒にて複数種の酵母が使用されているそうです。
複数種の酵母を用いてお酒を造る手法は、主に以下の2種類です。
① 単一の酵母で醸したお酒を複数種ブレンドする手法(アッサンブラージュ法)
② 一つのタンクにて複数種の酵母を添加して醸造する手法(混醸法)
外池酒造店では②の混醸法にて酵母のブレンドを行っており、
目的は酸味や香りを追加し、複雑な味わいにすることだそうです。
造りの考え方としては、香りに着目する場合は、カプロン酸エチルを生成する酵母と酢酸イソアミルを生成する酵母を合わせてみるなど、造りたいお酒をイメージした上で、どのような酒母を造るかを考えているそうです。
例えば協会1801酵母やM310酵母などはフルーティーな香りを出しやすい反面、酸の生成が少ないため、酸を生成する酵母を追加することで、甘くて香りが良いだけでなく酸味で締りの良い味わいを作ることが可能になるそうです。
「一つの酵母だけでうち(外池酒造店)らしさを出すことももちろん可能だけど、どうせだったらもう一個こだわりを出したほうがいいでしょ?」
と小野さん。
小野さん曰く、造りたいお酒をどのようにして造り上げるかは、
「最初の酒質設計の配合がすべて」
とのことです。
イメージしたお酒を造ることができる知識と技術力が伴っているからこその、自信を持った発言ですよね!
稀代の天才杜氏と呼ばれる所以がわかった気がします。
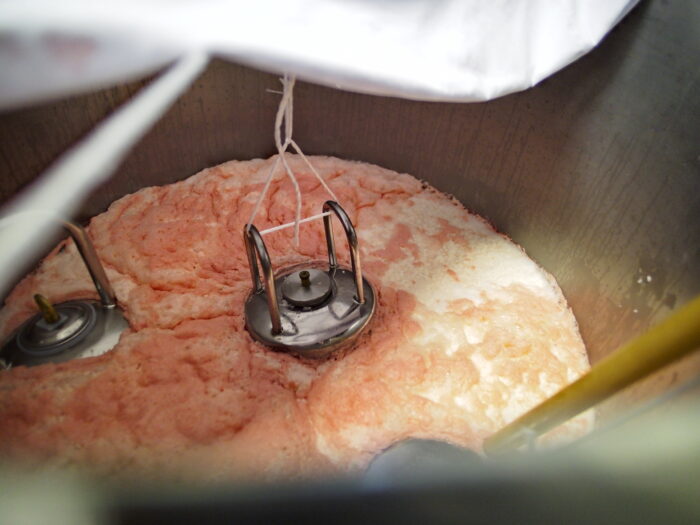
途中で製造中のどぶろくを見つけました。
これは人気製品である「ピンクのどぶろく」。
赤色酵母を使うことで、まるでイチゴミルクのような色合いになっています。
タンク内を覗き込むと華やかで甘い香りが漂ってきました。
ぜひ飲んでみたいと思い、お土産に一本購入して自宅で頂きましたが、爽やかな酸味のある、とてもさっぱりして美味しいどぶろくでした!

お酒の搾りの工程について。
望bo:に代表される、ガス感の強いフレッシュな無濾過生原酒を数多く造っている外池酒造店。
絞りの工程にてガス感を強く残す工夫がなされておりました。
薮田にて醪を搾った後、一時的にタンクにお酒を貯める構造となっておりますが、高いところからお酒を落とすと泡立ってしまい、ガスが空気中へ出て行ってしまうため、あえて背の低いタンクを使用しているそうです。
またタンクにお酒を入れる際もホースの先端を緩やかな角度でタンクの底に設置することで、お酒が泡立たずにタンクに注がれるような工夫がされておりました。
そしてそのお酒を貯蔵用のタンクに注ぐ際も同様の方法にて、泡立たないように気を付けているとのことでした。
造りに関する工程は生物や化学の知識が要になると思いますが、このような設備の設計や運用に関する工夫は理工学的な視点が必要となり、様々な発想からお酒の製造・品質管理がなされていて本当に凄いことだなと思いました。

見学後はお酒のペアリング。
個人的に素晴らしい組み合わせだと思ったのが、
・ ウズラの燻製と「燦爛 山廃純米酒」
・ イチゴと「望bo: 純米吟醸 五百万石」
でした。
燻製香とウズラの黄身のコク、山廃のまろみが口の中で絡み合い、とってもまろやかで濃厚な味わいになりました!
望bo: 純米吟醸 五百万石は果実のようにジューシーな酸味があり、香りがイチゴのようだったので、
まさにイチゴと相性が抜群でした!
イチゴをむさぼる手が止まらなくなりました(笑)
お客様にも提案ができる、とっても素晴らしいペアリングを教えて頂き、酒屋に従事する者としてまた一つ成長ができたように感じております。
たくさんご馳走になってしまい、申し訳ございません。
ありがとうございました!

最後に記念撮影。
酒蔵の見学から食べ物とのペアリングまで、ご歓待頂きましてありがとうございました!
外池酒造店のお酒造りへのこだわりや複雑な造りの技術など、大変に勉強になりました。
そして、そのこだわりや造りの技術を世の方々に伝える伝道師として、酒屋の人間がもっと頑張らないといけないなと感じました。
外池酒造店の皆様、見学のお時間を頂きまして、本当にありがとうございました!
P.S.
見学後の4月24日~27日に開催されたInternational Wine Challenge2023において、
「燦爛 純米大吟醸 夢ささら」が金賞を受賞!
全部で8つのお酒が受賞したそうで、本当に凄いですよね!
おめでとうございます!
外池酒造店HP - IWC2023 燦爛純米大吟醸夢ささら 金賞受賞致しました –
https://tonoike.jp/news/page.php?id=167
執筆者:ヒデ